

What is Porosity and how does it affect automotive components?
Porosity is a naturally occurring outcome from the metal casting process – where molten metal cools from a liquid to solid state; causing small voids on the surface and within the metal casting itself.
It is widely accepted that porosity is almost impossible to prevent during the die-cast production process, with variables such as molten material volume, flow, pressure, trapped gases and the presence of die release agents and cooling process water all contributing to the creation of porosities at varying times throughout the die-casting process.
When at play in the production process, these variables cause porosities commonly categorised as shrink porosity, flow porosity and gas porosity. Shrink porosity occurs when the molten metal changes volume and returns to its solid state within the die-casting mould. Flow porosity occurs when the molten metal does not flow well around the mould and when pressure conditions are poor. Finally, gas porosity occurs when air, steam or residual die-cast release agent vapours are trapped within the molten metal. Keeping die lubricants and cooling water to a minimum can reduce the risk of porosity, but complete elimination is difficult and costly.
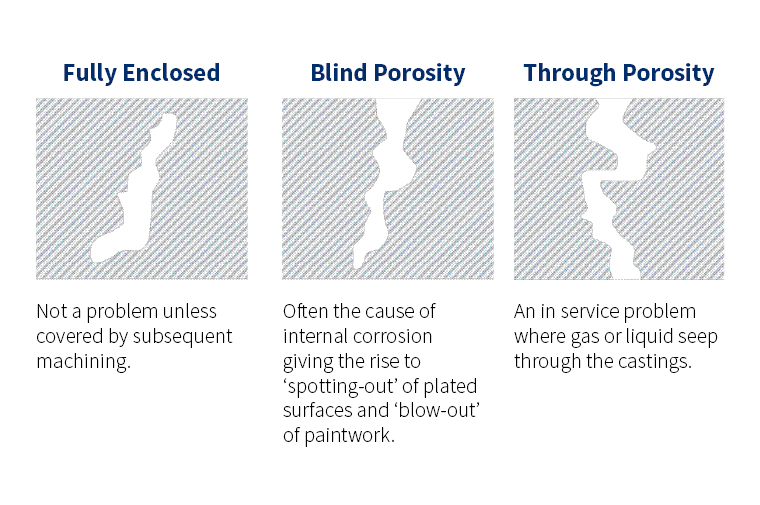
There are three different types of porosity:
Blind porosity:
Blind porosity does not show pressure loss if tested, however this may cause blistering if any surface finishing process is applied to the casting.
Enclosed porosity
Enclosed porosity sits within the casting material and so is only discoverable by x-ray. Enclosed porosity is not an issue – unless the material is subject to machining, which may result in the enclosed porosity being uncovered.
Through porosity
The worst type of porosity for castings, through porosity is essentially a direct leak path through the casting. Through porosity will cause failure when pressure tested.
Porosity can be visible in the shape of pock marks on the metal casting, however it is typically invisible to the naked eye.
It is important to note that where micro porosity exists, it is not a result of a poor-quality casting process. At Ultraseal International we work with many of the world’s leading die casting companies, porosity is a naturally occurring outcome of the casting process that is complex and uneconomical to design out through the casting process.
How does porosity affect automotive components?
Many different types of automotive components are at risk of impact from porosity:
- Engine blocks
- Cylinder heads
- Throttle bodies
- Thermostat housing
- Bed plates
- Oil sumps
- Cam covers
- Clutch cases
- EGR hardware
- Inlet manifolds
- Oil and fuel rails
- Pump bodies
- Timing chain covers
- Torque converter housings
- Transmissions
- Turbochargers
- Superchargers
- Valve body castings
- Water pumps
The impact of porosity will differ depending on the given part, however leak-paths will commonly result in oil, hydraulic fluid, water or air leaking from any given part.
Where blind porosity exists on castings subject to surface treatment, blistering and an overall poor-quality finish will show on the part.
How to seal porosity in automotive components
Vacuum impregnation is the proven, permanent method of sealing porosity ranging from 0.5nm to 100nm in automotive castings.
Vacuum impregnation is a process that is carried out using specialist equipment which draws air out of castings in a vacuum chamber, enabling specially formulated resin to fill any porosity within the casting.
The part is then washed so no excess resin is on the surface before being submerged in hot water to cure the resin within the porosity, transforming the resin from a liquid state into a solid polymer.
The cured resin provides a permanent seal to the porosity without impacting on the dimensional integrity of the part.
At Ultraseal International we are a partner to many of the world’s auto makers and die casting suppliers.
In the USA we offer our specialist Ultraseal resins – a product used by auto makers worldwide and MIL-spec approved.
We also offer vacuum impregnation equipment for auto makers and suppliers looking to take vacuum impregnation in-house with the latest technology – we offer a range of options, from simple top load, to fully automated front load robotic vacuum impregnation systems.

In addition, the Ultraseal Managed Service solution presents auto makers and component suppliers with the opportunity to benefit from Ultraseal resin, technology and service expertise within their manufacturing environment.
This solution sees us partner manufacturers over long term projects and opens up Ultraseal process technology and expertise without the up-front capital expenditure associated with purchasing and running equipment yourself.







